


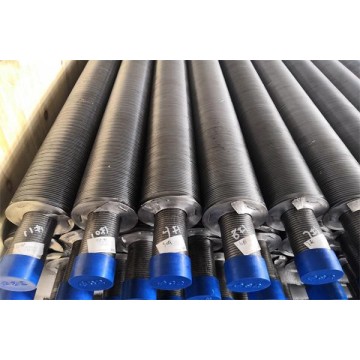
Doppelte H -Flossenrohr
Holen Sie sich aktuelle Preis| Zahlungsart: | L/C,T/T |
| Incoterm: | FOB |
| Transport: | Ocean,Land |
| Hafen: | Shanghai |

| Zahlungsart: | L/C,T/T |
| Incoterm: | FOB |
| Transport: | Ocean,Land |
| Hafen: | Shanghai |
| Verkaufseinheiten | : | Piece/Pieces |
The file is encrypted. Please fill in the following information to continue accessing it
Double H f in Rohr
1. Stärke und Stabilität
1.1 PULL-OFF-Test: mehr als 200 MPa oder teilweise Riss aus Stahlrohr
1,2Weld Breite: größer als Flossenstärke, dh Schweißrate> 98%
1,3 Stabilität der Stärke: Das Schweißproben des ersten Stücks jeder Klasse erfüllt die Anforderungen von 2,1 oder 2,2.
1,4 -Weld -Widerstands -Biege -Test: Die Flossen sind 20 Grad links und rechts gebogen. 2 mal links. Die Schweißnähte sind knackfrei.
1.5Hammer -Test: Streichen Sie den oberen Teil der Flosse parallel zum Stahlrohr, bis die Flossen abfallen. Die Flosse selbst darf nicht brechen.
1.6 Wenn der Test fehlschlägt, muss die Annealing -Funktion aktiviert sein.
2. HEAT betroffene Zone
2.1Microskop mit Mikrohärtenprüfern
2.2 Die Tiefe der Wärmezone des Stahlrohrs beträgt weniger als 0,5 mm
3. Genauigkeit der Produktgröße
3.1 -volle Länge der Flügelfragmente -1mm ~ +1mm Segmentbewegungsgenauigkeit -0,5 mm ~ +0,5 mm
3,2 Blattabstand -0,2 mm ~ +0,2 mm
3,3Fin und Stahlrohr senkrecht -1 Grad ~ +1 Grad
3.4Same Gruppe der Butt Weld Flossen -Flachheit, mit Ausnahme der durch die Dicketoleranz der Flosse selbst verursachten Höhenunterschiede ~ +0,2 mm
3.5 Die Höhenunterschiede der gleichen Gruppe von Schweißflossen -0,2 mm ~ +0,2 mm, mit Ausnahme der durch die dimensionalen Toleranz der Flosse selbst verursachten Höhenunterschiede
3,6 Double Rohrmitte Abstandstoleranz -0,5 mm ~ +0,5 mm
3.7 Unterteilen das gleiche Stahlrohrmaterial, die gleiche Länge und die gleiche Anzahl der Teile, die Länge der verschiedenen Fettsrohre nach dem Schweißen ist konsistent
4. Wellengeschwindigkeit
Basisrohr Außendurchmesser 25 ~ 73 mit 2 mm Flossendicke Schweißzeit weniger als 3 Sekunden
Dension und Material
Die folgende Tabelle zeigt die Fertigungsfunktionen von Simcan für Double H Fin Tube:
|
Tube O.D.: |
25.0 to 73.0 (mm) |
1/2” to 2 1/2”(NPS) |
|
Tube Wall Thk.: |
3.0 to 6.0 (mm) |
0.118” to 0.236” |
|
Tube Length: |
≤ 18,500 (mm) |
≤ 60.7 ft |
|
Fin Thk.: |
1.5 to 4.0 (mm) |
0.060” to 0.157” |
|
Fin Height: |
25.0 to 45.0 (mm) |
0.98” to 1.77” |
|
Fin Pitch: |
20 to 117 FPM |
1 to 3 FPI |
|
Fin Type: |
H , HH |
|
|
Fin Material: |
C.S. (most common grade is Q235B) S.S. (most common grade are AISI 304, 316, 409, 410, 321,347 ) A.S. (most common grade is 12 Cr1MoV ) |
|
|
Tube Material: |
C.S. (most common grade: A106 Gr.B, A210, A192) S.S. (most common grade are TP304, 316, 321, 347 ) A.S.(most common grade are T/P5,9,11,22,91 ) Duplex Steel(most common grade are 2205 etc. ) |
|
|
* This table is used as a general guide to our capabilities, please call us for any other customized cases. |
||
Podusionskapazität _
Simcan hat insgesamt sechs (6) doppelte H -Flossen -Röhrungslinien, die monatliche Produktionskapazität beträgt insgesamt 1200 Tonnen.















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.







